Direct access to our engineered design suites and customizable polymer/fabric platforms.
Established in 2006, Shenzhen LAHD Bag Co., Ltd. has spent nearly two decades defining the state of the art in contract packaging, industrial bag engineering, and global export operations. Serving as a primary OEM and ODM manufacturer, our production ecosystems are optimized for global supply chain requirements, providing advanced solutions to corporate buyers in North America, Europe, Oceania, and the Middle East.
We specialized in high-performance textile engineering, transforming raw polymers into highly durable products. While our legacy is anchored in precision accessory bags (satin, velvet, microfiber, canvas, and jute), our core manufacturing matrix encompasses heavy-duty polyester carriers, modern rPET (recycled Polyethylene Terephthalate) travel gears, and smart utility backpacks. Our facility integrates raw materials testing, computer-controlled sewing patterns, and comprehensive QA/QC frameworks to deliver failure-free industrial shipments.
"We do not merely sew fabric. We engineer integrated packaging assets that preserve brand integrity across complex global shipping systems."
— Technical Operations Director, Shenzhen LAHD
Polyester remains the dominant polymer structure for modern commercial backpacks due to its high tensile strength, dimensional stability, chemical resistance, and hydrophobic qualities. At Shenzhen LAHD, we engineer our products using customized denier (D) structures tailored to specific stress profiles.
We configure the denier scale of the polyester fibers to balance load capacity and empty weight. 600D represents the industry standard for daily urban use, while 900D Ripstop provides balanced puncture resistance. For heavy-duty military and professional applications, we utilize 1680D Ballistic double-weave polyester, offering superior abrasion tolerance.
Raw polyester is inherently permeable. We apply molecularly cross-linked back-coatings under thermal pressure. Our PU coatings range from 800mm to 3000mm hydrostatic head ratings. For harsh industrial and sporting environments, we utilize TPU lamination which resists UV breakdown and cold-cracking down to -20°C.
Aligning with modern ESG mandates, we have converted our raw material channels to offer GRS (Global Recycled Standard) certified rPET. Made from recycled post-consumer PET bottles, this fabric reduces energy consumption by 50% and CO2 emissions by up to 70% compared to virgin polyester, without sacrificing fiber tensile strength.
To ensure external water repellency, we treat the outer face of our polyester with Durable Water Repellent (DWR) formulas. We have completely transitioned to C0 (PFC-Free) fluorocarbon-free formulations, complying with the strictest global chemical safety guidelines (REACH/RoHS).
Different market segments require unique mechanical stress tolerances and functional properties. We customize our production lines to meet these requirements.
Designed for modern business professionals. Features high-density shock-absorbing EVA foam pockets, integrated USB charging ports, and anti-theft zipper mechanisms. Built from water-resistant 900D rPET with customized corporate logo embossing.
High-volume manufacturing platforms optimized for school districts and university bookstores. Employs reinforced double-stitched load-bearing zones, ergonomic S-curve shoulder straps, and low-toxicity materials tested under CPSIA guidelines.
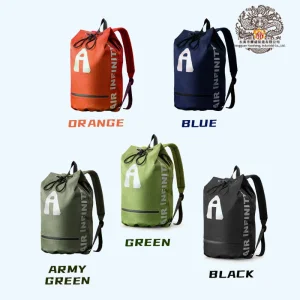
Engineered for heavy-duty sports and hiking. Incorporates moisture-wicking air mesh backing, compatibility for hydration bladders, abrasion-resistant bottom panels (1680D), and tear-resistant ripstop weaves to withstand remote environments.
Our Shenzhen factory operates on an integrated Manufacturing Execution System (MES). We sync real-time machinery telemetry with supply chain nodes to prevent bottlenecks and ensure predictable lead times. Below is our verified workflow, from raw polymer rolls to finished, inspected packaging systems.

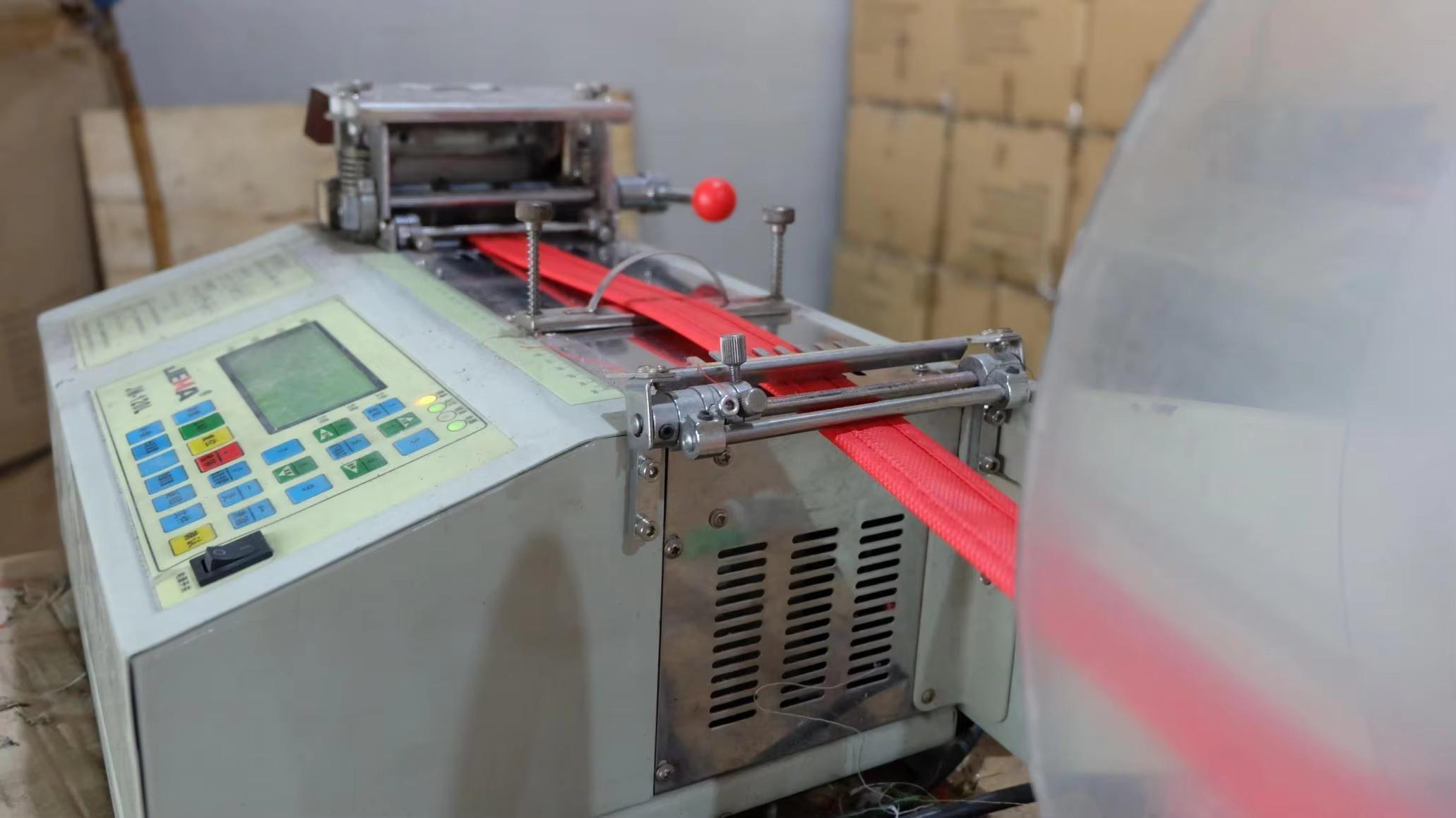






Continuous machinery investment ensures high stitch consistency and rapid throughput. Our specialized equipment operates 24/7 to support volume demands.





For B2B buyers, importing customized bags is not just a matter of price per unit. A reliable sourcing strategy must balance complex requirements:
We offer custom sizing, branding methods (screen printing, heat transfer, embroidery, and woven labels), custom dyed pantones, and bespoke internal compartmentalization structures.
We ensure chemical safety compliance (EU REACH, US CA Prop 65) by using certified lead-free, azo-free, and phthalate-free materials. Rest assured that your products will safely clear customs.
With optimized logistics partnerships and close proximity to the port of Shenzhen, we provide reliable sea, air, and rail freight solutions under Incoterms (FOB, CIF, DDP, EXW) with real-time customs tracking.
The global bag market is changing, driven by sustainability targets and digital integration. As an industry leader, Shenzhen LAHD is actively developing next-generation fabric systems:
While polyester offers excellent durability, its end-of-life disposal remains a challenge. We are testing biodegradable polyesters combined with bio-derived polyurethane coatings, reducing environmental impact while maintaining product life cycle durability.
Future consumer backpacks will be more than simple carrying systems. We are testing flexible, lightweight photovoltaic solar cells integrated into polyester shells, as well as woven-in tracking technology, keeping devices charged and secure.
Practical answers to support your supply chain planning and logistics requirements.
Explore our full catalog of premium materials, bags, and packaging systems.