





Corporate Strategy: Shenzhen LAHD Bag Co., Ltd.
Shenzhen LAHD Bag Co., Ltd. was established in 2006. Over the course of nearly two decades, the company has transformed from a localized production house into a prominent globally integrated manufacturer and exporter specializing in eco-conscious packaging solutions. Driven by our dual commitments to functional reliability and strict compliance with the circular economy, we serve a demanding client portfolio spanning luxury labels, retail brands, commercial event planning agencies, and global agricultural enterprises.
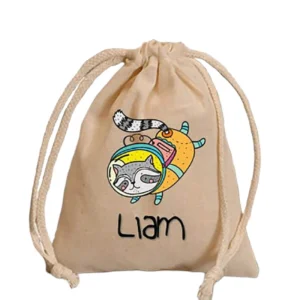
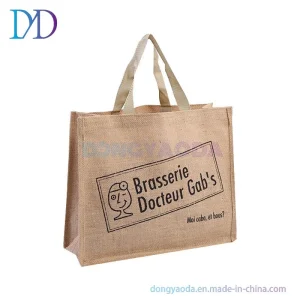
Our vertically integrated production lines produce high-quality organza bags, satin jewelry bags, velvet bags, cotton bags, jute bags, canvas bags, non-woven bags, nylon bags, mesh bags, shopping bags, drawstring bags, gift pouches, ribbons, cords, tassels, satin bows, and various customized packaging accessories. Our products are utilized across complex global markets for cosmetic packaging, luxury branding, gift wrapping, retail products, and wedding favors.
We are a quality-oriented enterprise that adheres to strict international quality standards at every production stage. From raw material inspection to final container loading, our QC teams verify that every shipment meets requirements for tensile strength, weave density, print alignment, and chemical safety. This systematic approach has earned the trust of procurement organizations in North America, Western Europe, Oceania, and Southeast Asia.
China Factory 4.0: Supply Chain Resilience & Automation
Our manufacturing base leverages smart production methodologies. This integration of human craft and automated systems reduces processing variation, minimizes material waste, and maintains short lead times for high-volume orders. To show our operational transparency, we share the sequential workflow and specialized equipment used daily within our production departments:

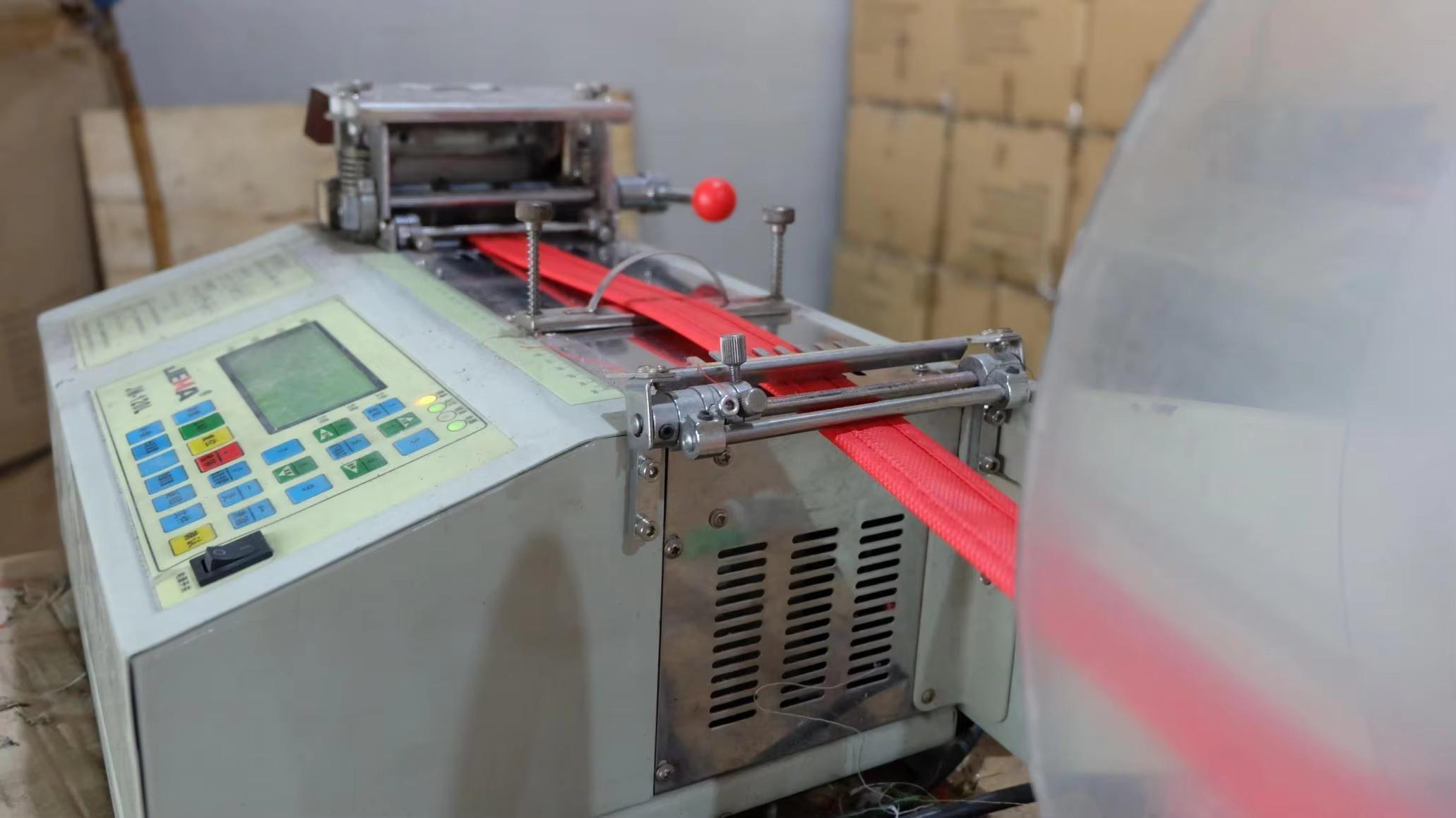







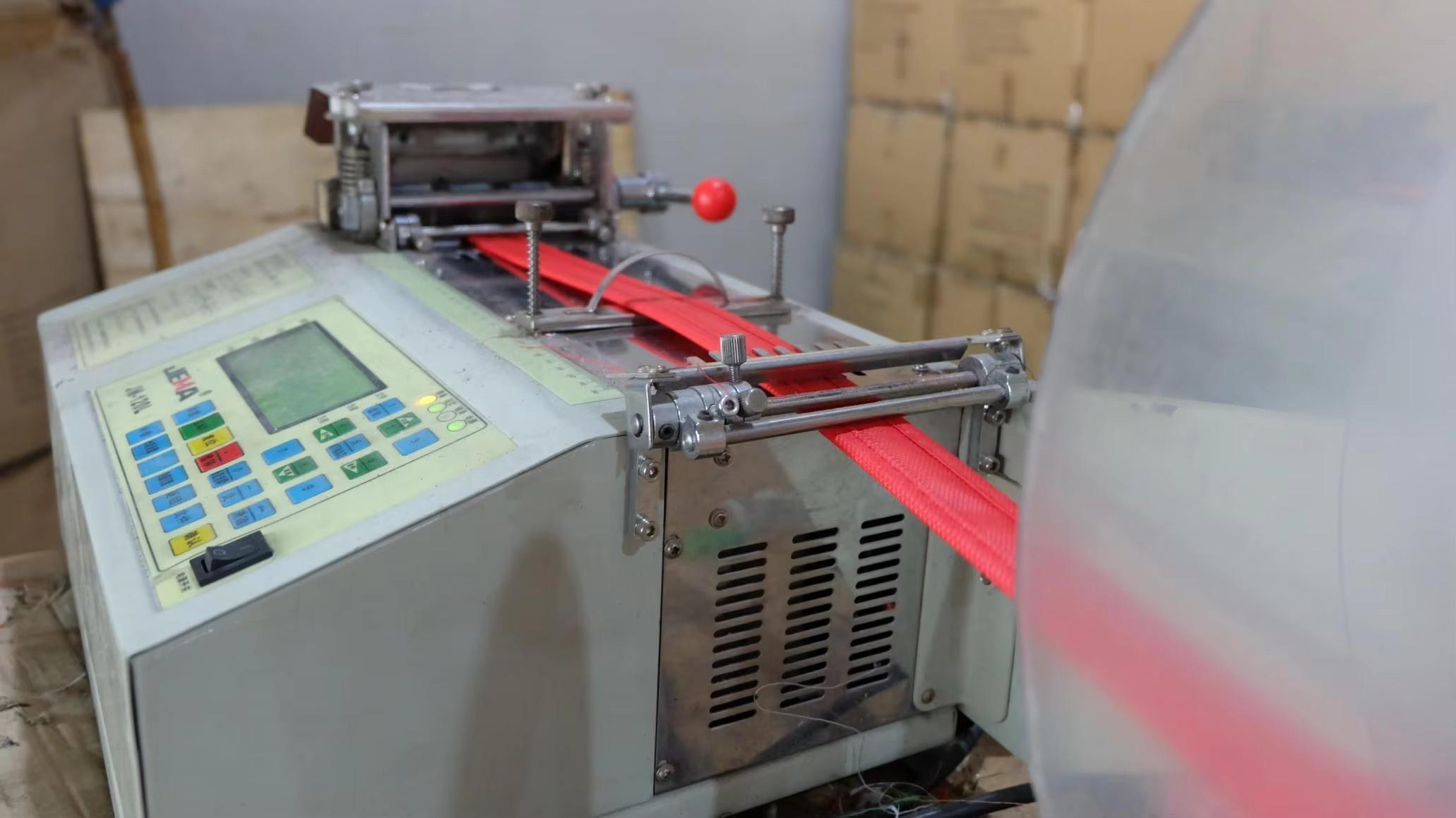




Our workflow aligns cutting, sewing, and printing parameters. By deploying automated slitter systems and specialized pattern sewing units, we ensure structural symmetry, clean stitch tension, and durable load bearings. Custom logo applications utilize screen, thermal transfer, and UV-curable printing to preserve detail while adhering to eco-friendly criteria.
Fiber Science & Technical Specifications
Jute (Corchorus capsularis) is a strong natural fiber option for B2B packaging. As a raw material, jute offers high tensile strength and low extensibility, which improves the durability of favor bags compared to standard cotton or synthetic alternatives. The quality of our burlap bags depends on specific manufacturing and engineering metrics:
Weave Density (GSM)
Standard structures range from 200 GSM (fine jute-cotton blends) up to 450 GSM (coarse heavy duty industrial hessian) to support different load requirements.
Hydrocarbon-Free Spinning
We process fibers using vegetable batching oils instead of mineral-based petroleum. This ensures the bags remain odorless and food-safe.
Moisture Regain Standards
Our raw jute materials maintain a balanced moisture ratio of 14% to 16% under dry conditions, preventing brittleness during long-term storage.
Tensile & Thread Integrity
Our bags feature double-stitched overlock borders and reinforced safety flatlock stitching to prevent unraveling during transport.
For custom prints, the material is treated with localized heat-calendering to flatten surface fibers. This preparatory step ensures crisp, legible logo reproduction via screen printing or mechanical foil stamping, minimizing the natural texture interference of the raw burlap.
Macro Industry Solutions & B2B Integration
Favor packaging serves as a key touchpoint for brand communication. Modern commercial clients require packaging that is both functional and consistent with their sustainability values. Our specialized solutions address key retail and promotional needs:
1. Large-Scale Events & Hospitality
Hotel chains, cruise lines, and destination event firms use natural jute drawstring pouches to present guest amenities. By replacing single-use plastic wrap with reusable, textured burlap, hospitality groups can reduce their onsite waste footprints and support corporate eco-initiatives.
2. Organic Cosmetics & Clean Beauty Branding
Clean beauty products rely on packaging that reflects their natural formulations. Our custom-printed linen and jute blends provide an organic texture that aligns with eco-friendly skincare, artisanal soaps, and herbal extract product lines.
3. Artisanal Food, Coffee & Agriculture
Food brands use our hydrocarbon-free burlap sacks to pack organic coffee beans, specialty loose-leaf teas, dried botanical spices, and retail food gifts. The breathable nature of the natural fiber helps manage humidity, preserving the freshness of dry agricultural goods.
Global Compliance & Regional Support
Navigating varying regional compliance standards can be challenging for global procurement managers. Shenzhen LAHD Bag Co., Ltd. ensures clear regulatory compliance across North American, European Union, and Oceanic trade areas:
- REACH & RoHS Integration: All dyes, auxiliary chemicals, and print inks used in our factory undergo testing to ensure they are free from heavy metals, forbidden azo compounds, and phthalates.
- California Prop 65 Compliance: For goods shipped to the United States, we verify that raw materials and printing methods meet strict California safety standards, preventing labeling delays at regional customs.
- Biodegradability Certifications: Our pure jute materials are verified as compostable and biodegradable, meeting the packaging and packaging waste requirements of European Directive 94/62/EC.
Our logistical network coordinates with major sea freight ports in Shenzhen and Hong Kong. We manage international transport scheduling and provide complete customs documentation, including Certificates of Origin, Fumigation/Disinfection Certificates, and detailed safety datasheets (SDS).
Technical Roadmap & Future Outlook
Our product development focuses on improving the performance and sustainability of traditional jute fibers. Key development areas for our upcoming product cycles include:
Bio-Based Hydrophobic Treatments: We are testing organic wax coatings to provide moisture resistance for natural jute fibers, maintaining water repellency without using synthetic fluorocarbon (PFC) materials.
Advanced Fiber Blending: We are expanding our production of Juco fabrics (blends of jute and organic cotton). These blends offer the smooth printing surface of cotton alongside the structural strength of jute, making them suitable for high-density branding graphics.
Intelligent Material Tracking: We are integrating RFID and QR-code systems into our B2B shipments, allowing procurement managers to trace materials from the raw fiber processing sites through to final production.







