Engineered for durability, aesthetic precision, and reliable utility in global retail and distribution channels.








Established in 2006, Shenzhen LAHD Bag Co., Ltd. has grown from a specialized manufacturer into a world-class leader in the custom luggage, technical backpack, and premium packaging design ecosystem. Over the course of nearly two decades, our engineering divisions have integrated high-performance textile formulations with state-of-the-art structural assembly methods to deliver unrivaled, high-gain products to global markets.
Our expansive product capability encompasses not only premium microfiber backpacks and lightweight travel solutions, but also complex packaging structures such as customized organza bags, satin jewelry cases, velvet makeup pouches, RPET nylon drawstring systems, and bespoke canvas utilities. By focusing heavily on the B2B supply chain, we offer tailored OEM and ODM systems, allowing global corporations, retail groups, and designer labels to procure cost-efficient, structurally sound, and compliant products with rapid time-to-market cycles.
Operating under strict internal quality criteria, we continuously enhance our design capabilities, material science applications, and manufacturing systems to comply with the stringent expectations of clients across North America, Europe, Oceania, and Southeast Asia. We do not simply manufacture packaging and bags; we engineer the physical manifestations of your brand equity.
Decoding the chemical structures, physical durability matrix, and sustainability shifts defining next-generation B2B luggage procurement.
Modern B2B requirements call for materials that surpass the limitations of genuine leather and typical canvas. Our advanced microfiber consists of an ultra-fine matrix (under 0.3 denier) of polyester and polyamide. This micro-weave structure creates an exceptional strength-to-weight ratio, allowing the material to resist abrasions, tearing, and puncture while retaining a lightweight profile.
Sustainability is no longer optional. Our technical roadmap heavily prioritizes post-consumer recycled PET (RPET) nylon and green, water-borne polyurethane (PU) substrates. By cutting petroleum reliance and utilizing solvent-free coatings, we produce highly water-resistant microfiber materials that dramatically lower Carbon Footprints while keeping VOC emissions near zero.
The future of outdoor and urban utility lies in multi-shield protection. We integrate fluorine-free C0 durable water repellent (DWR) solutions, antimicrobial silver-ion layers, and ultraviolet UV-blockers directly into the microfiber spinning stage. This guarantees that your customized products remain stain-free, water-resistant, and aesthetically stable under harsh environmental exposures.
Inside our Shenzhen manufacturing hub: how digitized machinery and rigorous quality gates guarantee production precision.
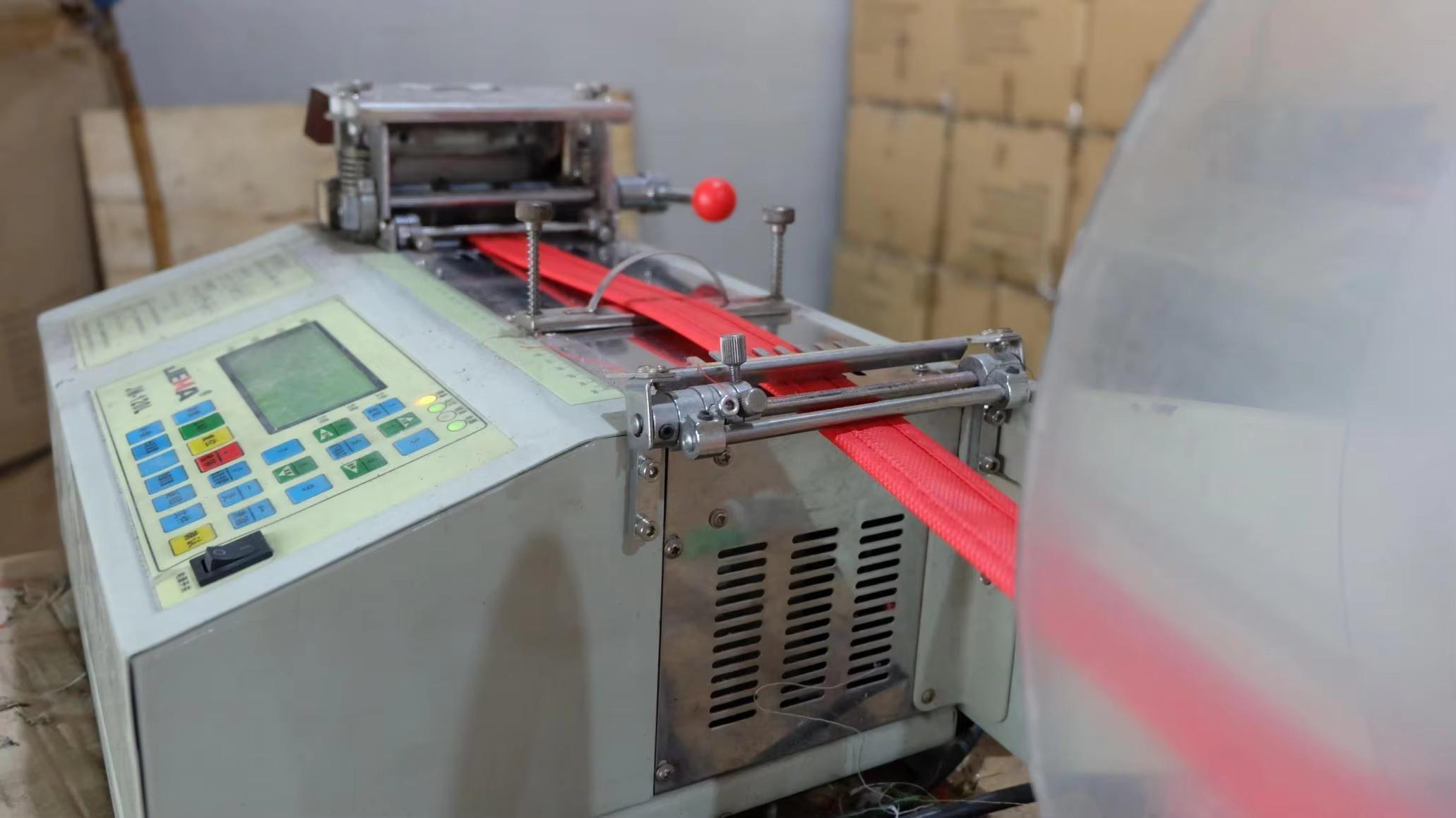
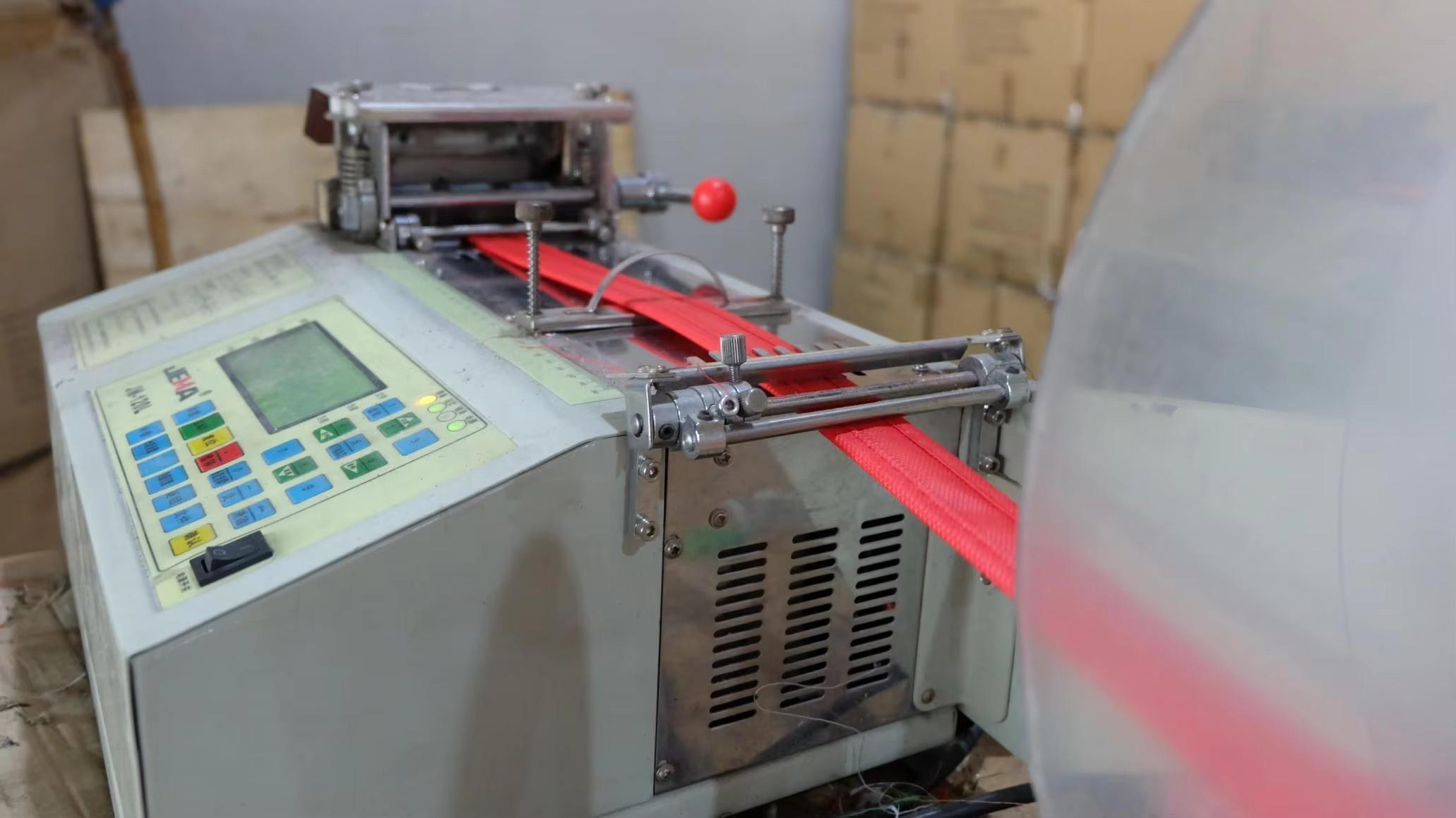
At Shenzhen LAHD Bag Co., Ltd., we have transitioned from traditional assembly layouts to a Factory 4.0 smart model. Our facility features automated slitting and precision tape-cutting arrays that eliminate material wastage down to the millimeter. Computerized pattern sewing stations ensure that every seam, stress-point reinforcement, and custom embroidery matches CAD blueprints with perfect repeatability.
Our quality verification sequence includes physical stress testing, colorfastness evaluations, load-bearing assessments, and pull-tests for drawstrings and zippers. The following visual documentation details our streamlined manufacturing flow, showing how materials are transformed from raw yarn into export-ready products:












Addressing complex, high-volume requirements across corporate merchandise, retail lines, and packaging.
For multinational supermarket chains and retail brands, supply chain reliability is paramount. We synchronize production flows with enterprise resource planning (ERP) schedules to eliminate lag times. Our large-scale production runs ensure that quality, color matching, and dimensional tolerances remain perfectly uniform across tens of thousands of units.
Cosmetics, fine jewelry, and luxury timepieces require packaging that elevates the unboxing experience. Our premium microfiber and velvet pouches serve as sensory extensions of luxury brands. Utilizing debossing, custom hot-stamping, and precision-stitched drawstring ribbons, we help luxury brands justify premium retail price points.
For sport organizations, gyms, and outdoor distributors, product longevity determines brand reputation. Our RPET nylon and composite suede materials undergo rigorous tear strength, rub fastness, and hydrostatic head tests to ensure they withstand heavy use, mud, and rain without failing.
Mitigating importation risks through strict compliance with chemical, ecological, and manufacturing safety directives.
Entering tightly monitored B2B regions like the European Union and North America requires absolute conformity with regional import laws. Shenzhen LAHD Bag Co., Ltd. builds international verification procedures directly into its supply chain architecture.
Every batch of microfiber fabric, metal toggle, paint dye, and drawstring fiber is checked for compliance with REACH (EU Regulation No 1907/2006), preventing the introduction of harmful Phthalates, heavy metals, and restricted Azo colorants. We also support clients targeting circular economy certifications by sourcing yarn backed by the Global Recycled Standard (GRS), offering verified transparency from plastic bottle collection to the final product.
Additionally, we work closely with shipping partners to handle customs clearance smoothly. We provide fully prepared documents, including bills of lading, certificates of origin, GRS transaction certificates, and safety data sheets (SDS) to prevent customs delays at major ports.
Frequently asked questions by supply chain executives, global sourcing managers, and brand developers.
Discover our comprehensive collection of custom cosmetic, sport, and retail packaging solutions.