Premium reusable, natural, and technical fabric bags engineered for commercial branding, retail packaging, and high-frequency utility.








The global retail and industrial packaging sectors are undergoing a structural shift. Driven by single-use plastic prohibitions, ESG mandates, and carbon taxation across the EU and North America, natural plant fiber products—specifically jute and burlap tote bags—have transitioned from decorative packaging novelties to critical logistical assets.
As the second most abundant vegetable fiber after cotton, jute (corchorus) offers a high tensile strength index, remarkable thermal resilience, and a near-zero carbon footprint during cultivation. Modern processing methodologies developed in China have resolved historical limitations of raw burlap, such as lint shedding, rough texture, and limited water repellency.
Enterprise purchasers today demand a convergence of mechanical durability, precise customized branding, and complete supply chain transparency. A secure, audited, and technologically capable manufacturing partner in China is essential for deploying sustainable packaging at a global scale.
Established in 2006, Shenzhen LAHD Bag Co., Ltd. operates at the intersection of traditional weaving crafts and modern textile engineering.
We manage the entire lifecycle of your custom tote bag. From raw material sorting and slitting to precision stitching, silk-screen branding, multi-step quality control, and international export packing, our operations are integrated under strict ISO management systems.
While burlap and jute are foundational, our capabilities extend across velvet, satin, premium cotton, canvas, nylon, and specialty water-resistant synthetics. We provide custom laminate backing (LDPE/PP/EVA) to enhance structure and ensure moisture barrier compliance.
Our OEM and ODM services offer dynamic configurations. Brands can specify exact fabric weights (measured in GSM), handle reinforcement methods (cross-stitching, metal rivets), interior pocket integrations, and advanced transfer printing styles.
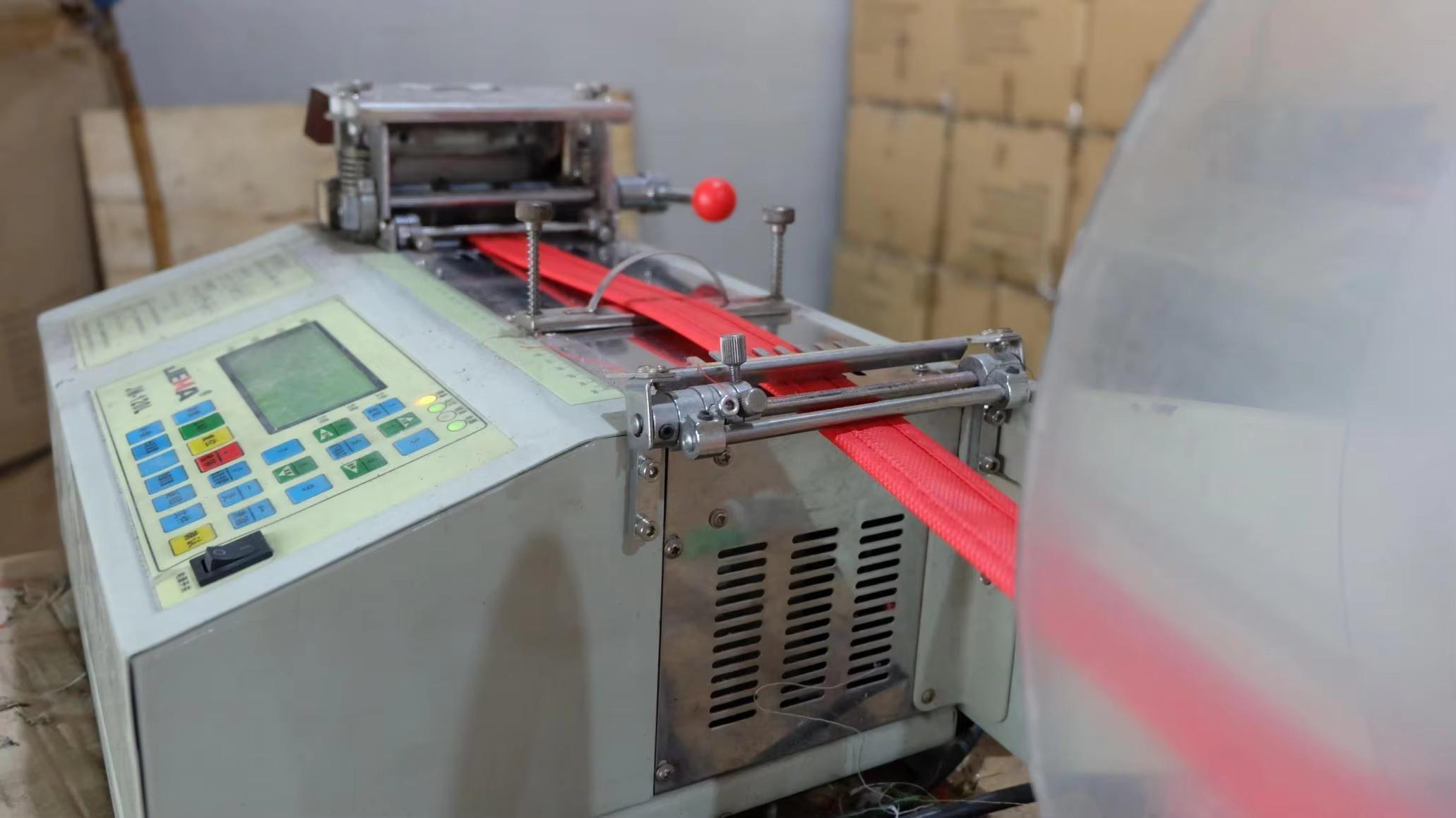
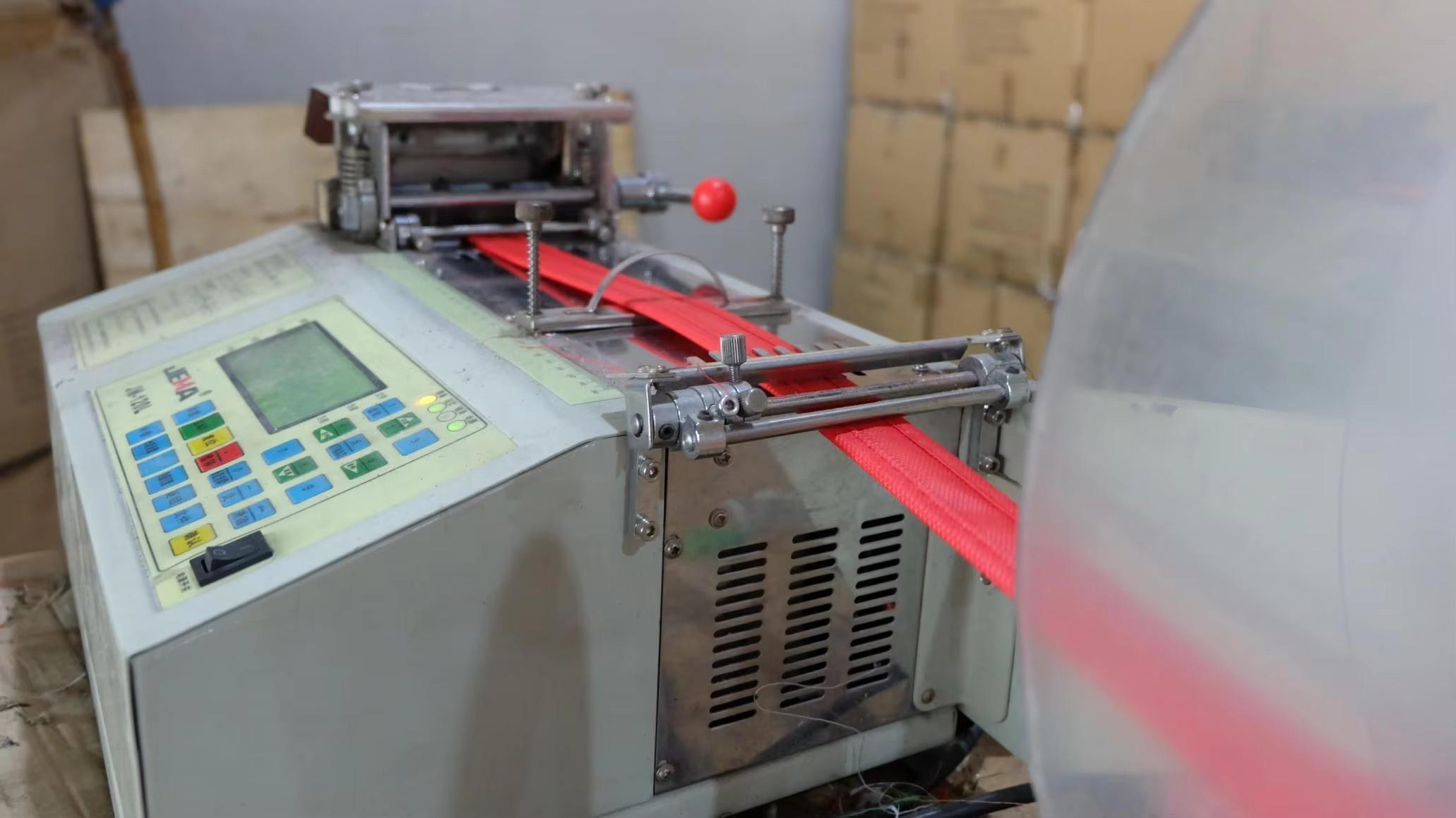
Step-by-step visual demonstration of the production cycle at our Shenzhen facility, highlighting our rigorous control checkpoints.












Our engineering division focuses on high-tech advancements in natural fiber composite materials, processing, and machinery.
Replacing traditional synthetic linings (PVC/PE) with biological substitutes. We utilize starch-based, compostable, water-resistant layers that naturally decompose along with the raw jute fiber, maintaining the product's zero-waste integrity.
Adopting soy-based and water-soluble pigment printing. Our processes achieve vibrant custom brand coloration and complex vector line printing on coarse fabrics, without compromising ecological safety standards.
Integrating computerized pattern-stitching units and computerized cutting tables (as demonstrated in our machine showcase). This ensures precision in margins, reduces material waste by up to 15%, and achieves consistent seam strength.
Meeting rigorous standards for global markets ensures seamless international import operations.
Our raw jute processing conforms to REACH and California Proposition 65 standards. Organic fibers are sourced to ensure no trace chemical pesticide residues, and all auxiliary dyes are free of azo compounds and heavy metals.
Shenzhen LAHD Bag Co., Ltd. operates transparent facilities. We support external audits covering labor conditions, workplace safety, compensation equity, and environmental management practices.
We provide accurate packaging lists, Harmonized System (HS) code classification for textile goods, and authenticated Certificates of Origin (CO). This reduces customs processing time at international ports of entry.
Answers to common inquiries regarding material sourcing, production capacities, custom print setup, and logistical processes.
Standard custom-manufactured orders typically start at 1,000 units per design. This MOQ allows us to source raw fabric efficiently, set up cutting machinery, and optimize printing processes to offer competitive prices. Please contact us to discuss options for smaller promotional requirements.
Yes. We use high-coverage printing techniques and customized ink formulations to match Pantone colors on natural burlap or canvas surfaces. For precise logo representation, we recommend screen printing or heat-transfer films depending on the design's complexity.
Burlap (jute) features high tensile strength and lower elasticity, making it ideal for carrying heavy items. Canvas (cotton) offers a smoother texture, is easier to wash, and has a finer weave. We often combine both materials, using canvas for pockets or straps on a burlap base.
We offer food-grade, water-resistant laminated linings (LDPE/PP), biodegradable starch coatings, and soft cotton linings. Laminate linings help structural stiffness, prevent moisture penetration, and make cleaning simple.
Sampling typically takes 3 to 7 business days. Bulk production is completed in 20 to 30 days depending on the order size and design details. Shipping varies from 7 days by air freight to 30-40 days for ocean delivery.
Browse our broader range of gift pouches, protective packaging, drawstring bags, and custom storage solutions.







