Explore our leading selection of custom-engineered fabrics, cotton bags, drawstrings, and premium packaging pouches designed for commercial and retail utility.







The transition toward reusable solutions is reshaping global commerce. For decades, single-use bags were standard in global retail ecosystems. However, regulatory directives and shifting consumer values have driven structural growth in natural-fiber alternatives. Today, cotton shopping bags serve not only as functional carriers but also as critical elements of brand presentation and environmental corporate strategy.
From an industrial perspective, the global cotton carrying solution market operates as a complex, highly regulated supply chain. Procurement teams must evaluate raw material origins, weaving methods, dye safety, and labor standards. Cultivating raw cotton and transforming it into combed canvas, plain weave cotton, or canvas blend require specialized production facilities. As international standards like GOTS (Global Organic Textile Standard) and OEKO-TEX Standard 100 become benchmark requirements, sourcing teams rely on experienced manufacturing hubs capable of balancing regulatory compliance with cost efficiency.
Information Gain Indicator: In 2024, corporate sourcing strategies have shifted from raw cost-per-unit metrics to Total Cost of Ownership (TCO) assessments. This framework evaluates material longevity, print resilience over repeated cycles, supply chain compliance risk, and carbon-emission tracking.
China remains the center of global reusable bag manufacturing. The structural efficiencies of the Chinese textile sector are built on integrated vertical supply chain clusters, advanced manufacturing technology, and logistics hubs.
In regions such as Guangdong, particularly within export-oriented manufacturing centers like Shenzhen, the aggregation of weaving, dyeing, customized printing, and secondary processing facilities creates a unique cluster effect. This setup reduces transit times between processing stages, lowers internal shipping costs, and allows manufacturers to respond rapidly to changing specifications. Shenzhen's proximity to major international container ports also simplifies shipping logistics, providing predictable delivery timelines to Europe, North America, and Australia.
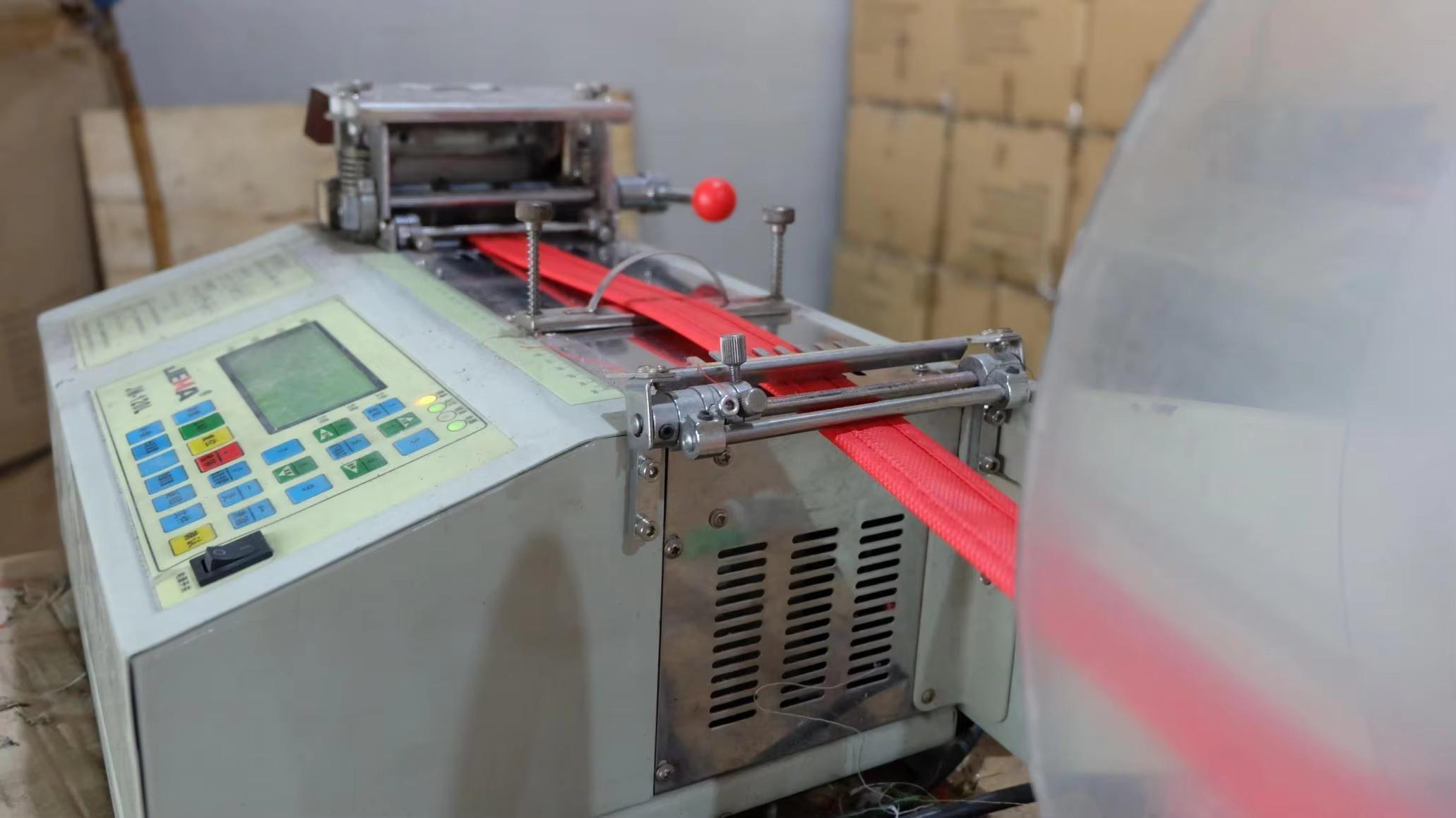
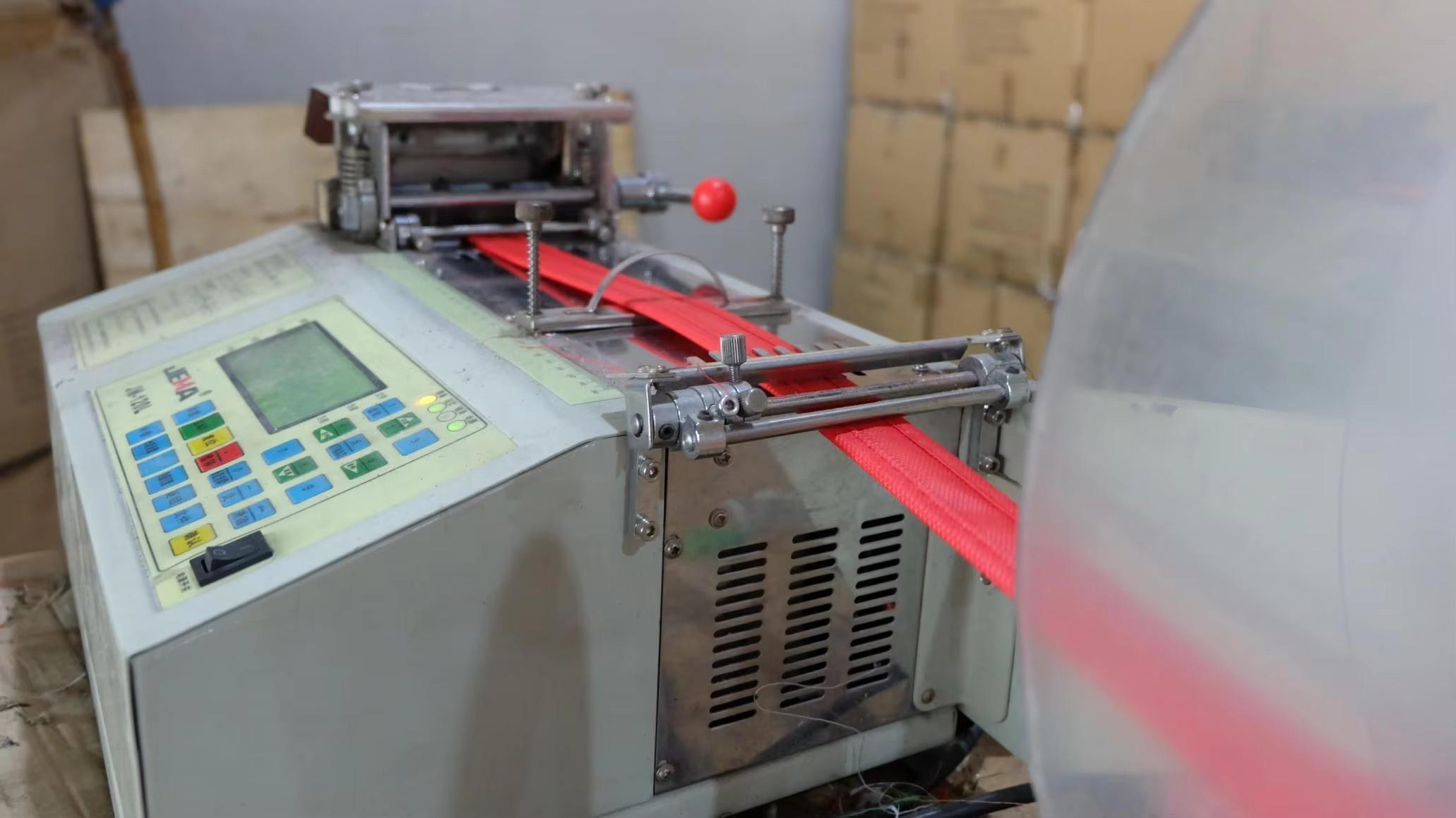
Chinese factories are increasingly characterized by high automation. The deployment of computerized cutting systems, automatic slitting machinery, and programmable pattern sewing machines ensures consistent assembly across high-volume production runs. This standard of precision reduces human error, controls waste, and ensures that critical dimensions and seam strength specifications are met consistently.
Technological implementation directly impacts product durability, branding precision, and unit pricing. High-performance factories employ these capabilities:
Vertical Integration: Yarn processing, weaving, dye-house, screen printing, and assembly are often localized within a single district, reducing standard production times by up to 40%.
Material Diversity: Immediate access to organic cotton, recycled canvas, linen, velvet, satin, and custom non-woven options simplifies multi-product sourcing.
Regulatory Alignment: Leading export manufacturers align their workflows with international standards, facilitating smooth customs clearance and brand compliance.
Established in 2006, Shenzhen LAHD Bag Co., Ltd. has grown into a specialized manufacturer and exporter of gift packaging products and promotional packaging solutions. With nearly two decades of industry experience, the company provides high-quality products, competitive pricing, reliable delivery, and dedicated customer service to clients around the world.
The company's product range includes organza bags, satin jewelry bags, velvet bags, cotton bags, jute bags, canvas bags, non-woven bags, nylon bags, mesh bags, shopping bags, drawstring bags, gift pouches, ribbons, cords, tassels, satin bows, and various customized packaging accessories. These products are widely used in jewelry packaging, cosmetics packaging, gift wrapping, wedding favors, promotional events, retail packaging, and luxury brand packaging.
As a quality-oriented enterprise, Shenzhen LAHD Bag Co., Ltd. follows international quality standards throughout every stage of production, from material sourcing and manufacturing to inspection and packaging. Equipped with production facilities and supported by a skilled workforce, the company is capable of handling both large-volume orders and customized projects efficiently. The design and production teams work continuously to develop packaging solutions that meet the changing demands of global markets.
Over the years, the company has established long-term business relationships with customers across North America, Europe, Oceania, Southeast Asia, the Middle East, and other international markets. Their commitment to product quality, professional service, and continuous improvement has enabled them to earn the trust of customers worldwide.
In addition to standard product collections, Shenzhen LAHD Bag Co., Ltd. offers comprehensive OEM and ODM services. They welcome customized orders based on clients' specific requirements, including custom sizes, colors, materials, logos, printing, embroidery, and packaging designs. Their production capabilities allow them to provide personalized solutions that help customers enhance their brand image and market competitiveness.
Guided by the principles of integrity, quality, innovation, and customer satisfaction, Shenzhen LAHD Bag Co., Ltd. is dedicated to delivering stylish, eco-friendly, and cost-effective packaging products. They invest in technology, production management, and product development to maintain a strong position in the packaging industry. The company welcomes customers from all over the world to establish long-term cooperation and achieve mutual growth in the global marketplace.
A transparent look inside our production line. From initial cutting to final packaging, every step is executed to meet international export standards.












Enterprise sourcing requirements for cotton packaging vary widely by sector. Selecting the correct bag structure, weight, and closures depends on the intended application:
Premium retailers use canvas tote bags as part of their brand presentation. These bags require a weight of 10oz to 14oz to ensure they maintain their structure. Multi-color screen printing or embroidery is used to display brand logos, turning standard packaging into a reusable marketing asset.
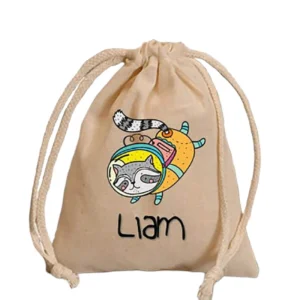
For high-value items, brands use soft textures like satin, velvet, or fine linen. Small drawstring pouches are used to protect delicate items during transit. Custom foil stamping or heat-transfer printing is typically used to apply logos to these materials.
Event organizers often require high quantities of cost-effective bags. A lighter cotton weight of 4oz to 6oz is standard, offering a good balance of utility and budget. Drawstring canvas backpacks are also popular for cycling and outdoor-themed events.
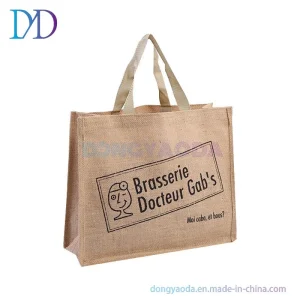
Heavy-duty applications require durable packaging. Natural burlap, jute, and heavy canvas are chosen for their high load capacity and breathability, making them suitable for organic food storage, grain transport, and rustic wedding favors.
When communicating with manufacturers, procurement managers must use precise technical terms. The weight and durability of cotton packaging are defined by GSM (Grams per Square Meter) or ounces per square yard (oz):
In addition to weight, the weave style affects both performance and cost. Plain weave cotton is clean and cost-effective. Canvas features a tighter double-thread structure that provides higher resistance to tearing. Linen offers a distinct textured feel, while blends like cotton-linen combine the softness of cotton with the durability of linen fiber.
The global textile carrying solution market is evolving beyond simple utility. Sustainability is driving several major trends:
Recycled Fibers: Utilizing pre-consumer cotton waste and post-consumer recycled PET bottles to create hybrid canvas blends helps reduce reliance on virgin materials and minimizes the overall environmental footprint.
Supply Chain Traceability: Leading brands are demanding verification of raw material origins. Digital tracking solutions and chain-of-custody certificates (such as Transaction Certificates under GOTS) are increasingly used to confirm ethical sourcing from farm to finished product.
Functional Treatments: Manufacturers are applying water-resistant, oil-resistant, and antimicrobial coatings to natural cotton fibers, extending their utility in food service and outdoor activities.
Review our specialized line of functional packaging options, from high-durability sports backpacks to natural jute storage designs.





Get direct answers to common technical, commercial, and logistical questions regarding bulk cotton and custom packaging bag imports.

