Explore our top-selling custom bags engineered with high-strength, premium fibers, tailored for global retail, cosmetics, sport, and premium packaging projects.








The global transition toward a circular economy has positioned burlap and jute at the absolute center of sustainable packaging innovation. Derived from the natural bast fibers of the Corchorus plant, jute is recognized globally as the second most abundant vegetable fiber after cotton. From a commercial standpoint, its high tensile strength, exceptional durability, and low thermal conductivity make it an ideal medium for industrial, agricultural, and retail packaging solutions.
In the modern industrial arena, consumer-facing brands and heavy industries alike are actively shifting away from single-use synthetic polymers. Geopolitical mandates like the European Union's Green Deal and worldwide bans on thin-film plastics have catalyzed a surge in B2B demand for natural, biodegradable packaging. Jute's ecological footprint is impressively minimal: one hectare of jute plants consumes approximately 15 metric tons of carbon dioxide while releasing 11 metric tons of oxygen in a single 120-day growth cycle. This carbon-negative lifecycle adds massive Information Gain to the sustainability profiles of multinational corporations.
Furthermore, the mechanical attributes of jute fibers have undergone major modern improvements. Historically associated with coarse storage sacks, high-grade burlap is now processed using hydrocarbon-free vegetable oils (Food Grade Jute Bags) and customized weave counts. This technological transition enables jute to meet the strict physical and aesthetic requirements of cosmetics pouch packaging, premium retail shopper bags, and high-precision agricultural storage.
The technological transformation of jute from raw agricultural fiber to engineered, high-performance sustainable textiles.
By integrating enzyme-based bio-polishing, the natural rigidity of raw jute fibers is minimized. This structural smoothing eliminates the typical rough texture of burlap, allowing for comfortable daily use in cosmetics pouches and consumer-facing retail accessories without compromising the structural integrity of the fabric.
To qualify as direct-contact food-grade packaging, traditional mineral-oil batching processes have been replaced by advanced vegetable-oil and emulsion-based lubrication. This ensures zero chemical off-gassing and satisfies global FDA, LFGB, and general food safety parameters for grain and coffee bean exports.
By blending organic cotton, linen, or recycled polyester (rPET) filaments into the jute warp and weft, we engineer hybrid fabrics (Juco) that deliver optimized print resolutions. We also offer water-resistant interior coatings using biodegradable TPU and PLA films to achieve total moisture protection.
China's supremacy in the global eco-packaging export sector is anchored in deep supply chain integration, advanced machinery, and rigorous quality control methodologies. While raw jute fiber is largely harvested in South Asia, China’s industrial infrastructure elevates this commodity into highly specialized, retail-grade consumer packaging products.
At Shenzhen LAHD Bag Co., Ltd., our manufacturing process operates within an optimized technological ecosystem. By positioning our primary facilities in Shenzhen, we command a strategic logistical advantage, leveraging immediate access to high-capacity global shipping channels, modern customs clearance infrastructure, and local raw material refinement hubs. This geographic positioning allows us to manage end-to-end production with shorter lead times and higher output consistency than suppliers in regions with less integrated logistics.
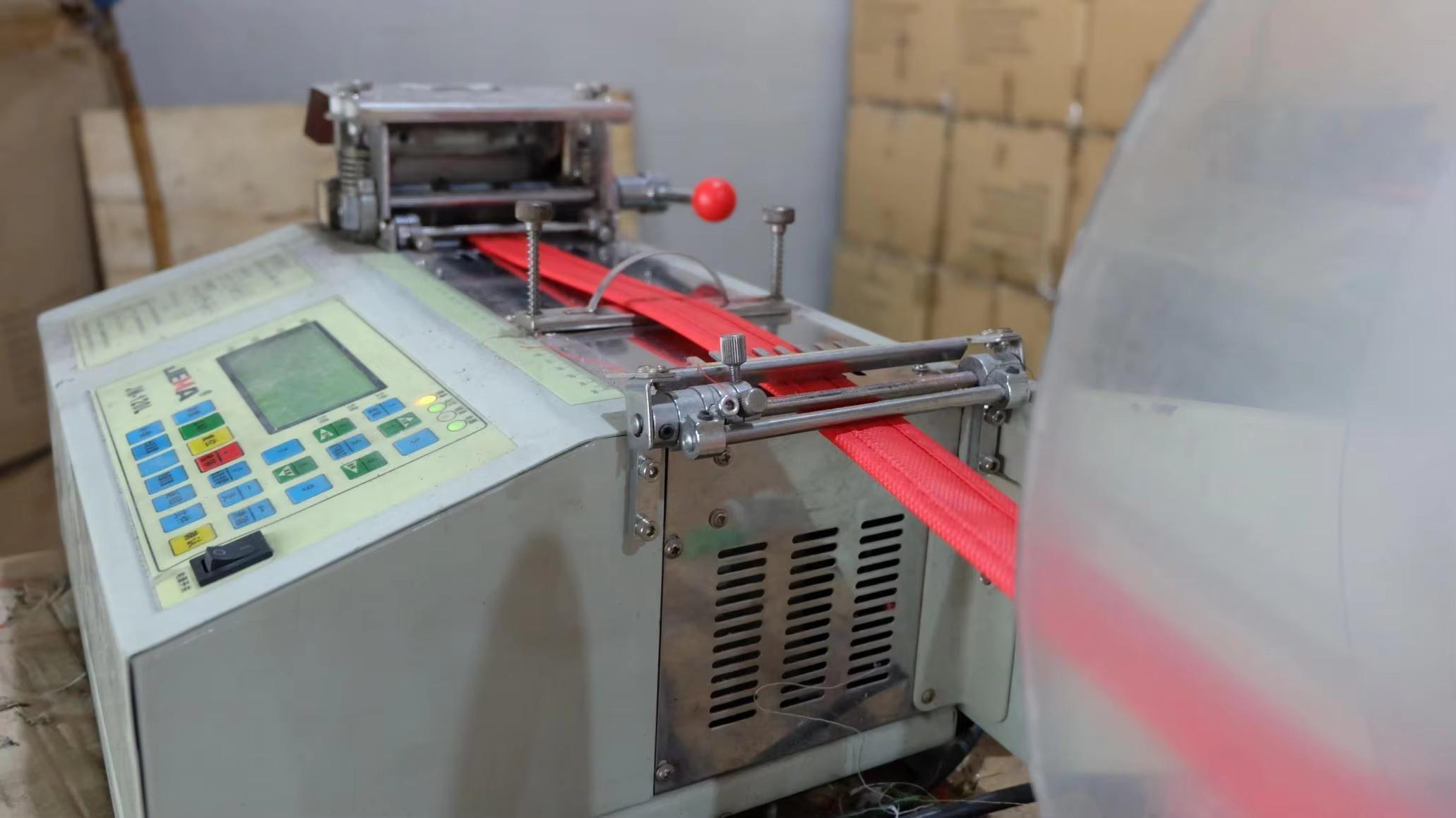
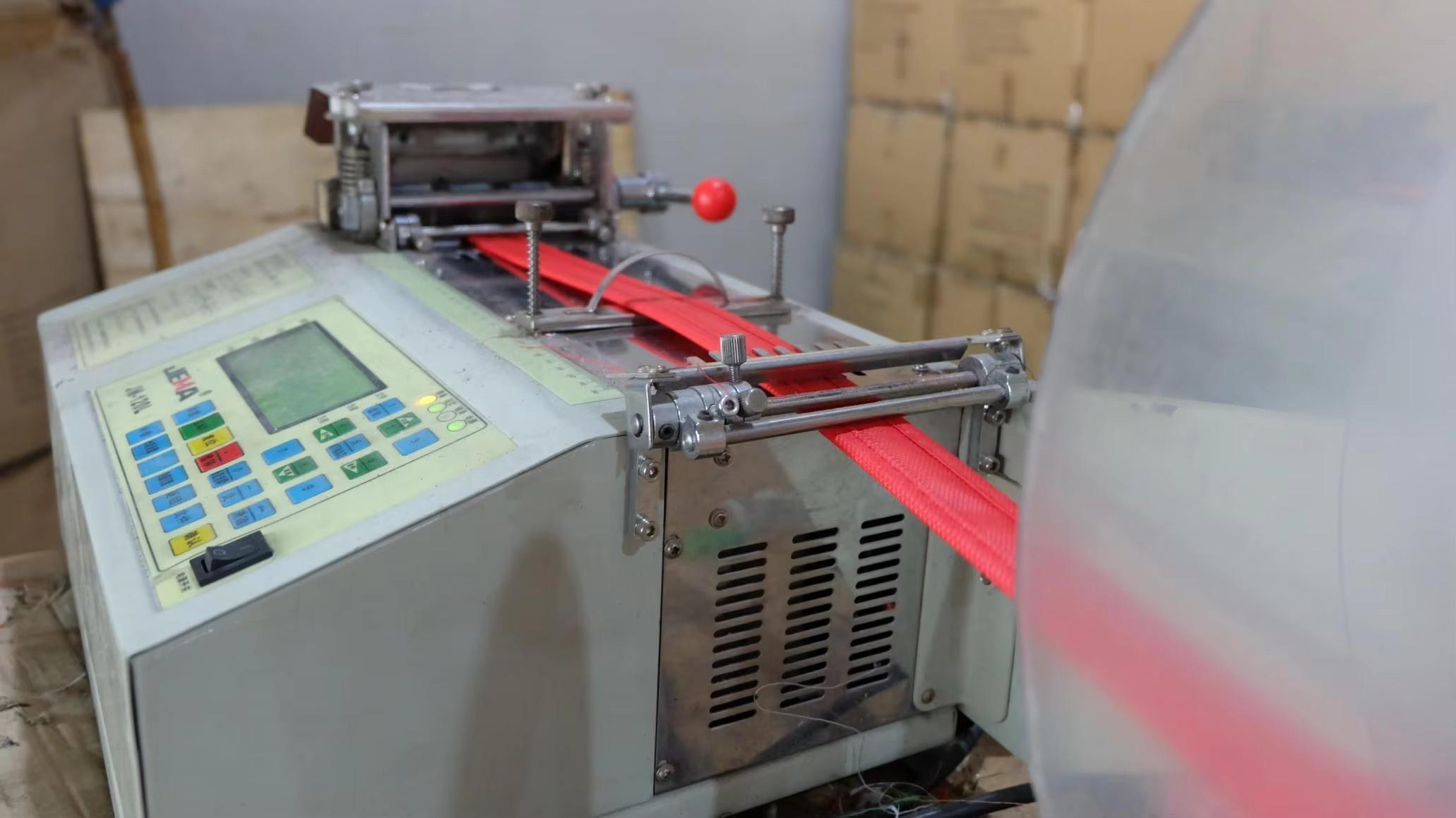
Our facility integrates digital raw material tracking, automatic high-speed tape cutting machinery, and precision computerized pattern sewing machinery. This high-degree automation minimizes dimensional deviations and structural defects, ensuring that custom shapes, sizes, and print alignments remain perfectly uniform across large runs. Whether fulfilling rapid-turnaround custom promotional runs or high-volume global shipments, the resilience of our production capacity guarantees uninterrupted supply flow for our B2B partners worldwide.
Analyzing Burlap Jute Bag usage across key global industries, demonstrating versatile utility and localized utility profiles.
Highly breathable weave density protects delicate crops such as gourmet coffee beans, cocoa pods, and raw grains. By preventing moisture accumulation and condensation inside maritime containers, food-grade jute bags protect agricultural exports from mold and bacterial degradation over multi-week ocean shipments.
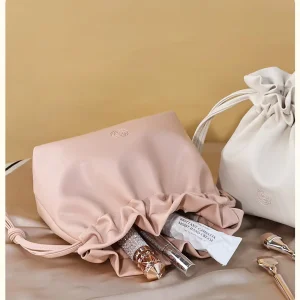
Cosmetics brands leverage the rustic, organic look of micro-jute and velvet-lined drawstring pouches to visually express their environmental commitments. Combining the natural texture of jute with custom-printed botanical imagery creates high-impact shelf presence that connects with environmentally conscious consumers.
From holiday-themed packaging to custom corporate event gifts, localized distribution networks rely on high-finish jute and linen blend bags. Their reusability guarantees prolonged exposure for corporate branding and minimizes waste compared to single-use laminated paper alternatives.
Due to its high structural durability and resistance to wear, heavyweight burlap is heavily utilized in construction and land management. It acts as an effective geotextile for erosion control on exposed slopes and serves as protective packaging for heavy metal components and tools.
Operating in international trade requires compliance with regional safety, environmental, and chemical regulations. A major challenge for B2B procurement professionals is verifying that imported goods meet local environmental standards. Shenzhen LAHD Bag Co., Ltd. addresses this concern by offering comprehensive testing support and quality assurance guarantees.
Our raw materials and dyes undergo strict testing to ensure compliance with the European Union’s REACH regulation and the United States' CPSIA standards. We verify that all printing pigments, coatings, and fabric treatments are completely free of lead, cadmium, phthalates, and harmful azo compounds. This compliance is essential for cosmetics pouches and food-contact packaging.
Additionally, we offer customized logistics and customs clearance support to ensure smooth import operations. We prepare compliant packaging documentation, supply chain transparency certificates, and detailed materials breakdowns to help your shipments pass customs smoothly. By providing complete regulatory assurance, we mitigate import risks and allow you to focus on your core business growth.
A professional manufacturer and exporter specializing in high-quality packaging and promotional solutions since 2006.
Established in 2006, Shenzhen LAHD Bag Co., Ltd. has developed into a professional manufacturer and exporter specializing in gift packaging products and promotional packaging solutions. With nearly two decades of industry experience, we have earned a strong reputation for providing high-quality products, competitive pricing, reliable delivery, and excellent customer service to clients around the world.
Our main product range includes organza bags, satin jewelry bags, velvet bags, cotton bags, jute bags, canvas bags, non-woven bags, nylon bags, mesh bags, shopping bags, drawstring bags, gift pouches, ribbons, cords, tassels, satin bows, and various customized packaging accessories. These products are widely used in jewelry packaging, cosmetics packaging, gift wrapping, wedding favors, promotional events, retail packaging, and luxury brand packaging.
As a quality-oriented enterprise, Shenzhen LAHD Bag Co., Ltd. strictly follows international quality standards throughout every stage of production, from material sourcing and manufacturing to inspection and packaging. Equipped with advanced production facilities and supported by a skilled workforce, we are capable of handling both large-volume orders and customized projects efficiently. Our experienced design and production teams continuously work to develop innovative packaging solutions that meet the changing demands of global markets.
Over the years, we have established long-term business relationships with customers across North America, Europe, Oceania, Southeast Asia, the Middle East, and other international markets. Our commitment to product quality, professional service, and continuous improvement has enabled us to gain the trust and recognition of customers worldwide.
In addition to our standard product collection, we offer comprehensive OEM and ODM services. We welcome customized orders based on clients' specific requirements, including custom sizes, colors, materials, logos, printing, embroidery, and packaging designs. Our flexible production capabilities allow us to provide personalized solutions that help customers enhance their brand image and market competitiveness.
Guided by the principles of integrity, quality, innovation, and customer satisfaction, Shenzhen LAHD Bag Co., Ltd. is dedicated to delivering stylish, eco-friendly, and cost-effective packaging products. We continuously invest in technology, production management, and product development to ensure we remain at the forefront of the packaging industry. We sincerely welcome customers from all over the world to establish long-term cooperation with us. Together, we can create greater value through high-quality packaging solutions and achieve mutual growth and success in the global marketplace.












Get detailed answers about materials, customization options, quality control standards, and shipping procedures.
Our standard MOQ for custom-printed and sized burlap jute bags starts at 1,000 pieces per design, depending on the material blend and complexity. For customized luxury jewelry pouches or embroidered satin/velvet bags, we offer flexible configurations to support project-based requirements.
Yes. We use azo-free dyes, natural pigments, and water-based inks that meet strict international environmental standards. These materials are compliant with EU REACH regulations and US FDA requirements, ensuring safe contact for beauty items, gift accessories, and dried food packaging.
We offer advanced processing options, including bio-polishing and fine-spun blended fabrics (such as Juco, a premium blend of jute and organic cotton). These treatments soften the fabric and minimize surface lint, making the bags suitable for delicate cosmetics storage and high-end retail use.
Yes, we provide water-resistant interior coatings using biodegradable TPU, PE, or eco-friendly PLA films. These laminations create a barrier against moisture and dust while maintaining the natural appearance of the exterior jute weave.
We support several branding methods, including silk-screen printing, thermal transfer printing, rotary pigment printing, and detailed embroidery. For complex multicolored logos or photographic prints, we recommend using organic cotton or Juco blends to achieve high-resolution results.
Our production quality control follows a strict inspection process at every step. We conduct initial checks on incoming raw fibers, inline inspections during sewing, and 100% final inspections of finished products. Our testing focuses on seam strength, print alignment, and dimensional accuracy.
Standard production lead times range from 15 to 25 days after sample approval and deposit confirmation. Large-volume orders or highly customized packaging accessories may require additional time, which will be estimated during quotation.
Yes, we provide both pre-production physical samples and digital layouts. We can create customized samples matching your exact size, fabric, and logo specifications to verify design accuracy before starting bulk manufacturing.
Explore our expanded collection of eco-friendly, customizable packaging bags designed for high-performance and brand distinction.